Why Getting Extrusion Temperature Right Is More Critical Than Most Plants Realise
If you have spent any time on a uPVC conduit pipe manufacturing line, you already know that temperature is not just a process parameter - it is the backbone of every quality decision you make from raw material feed to finished pipe output. Get it right, and your conduit comes out smooth, dimensionally accurate, and mechanically strong. Get it wrong by even 10 to 15 degrees Celsius in the wrong zone, and you are looking at surface defects, internal stresses, rejection rates climbing, and in worst cases, brittle pipes leaving the plant.
At Trity Pipes Private Limited, this understanding is built into every production shift. Over years of manufacturing uPVC electrical conduit pipes, the one lesson that never changes is this - process consistency starts with temperature discipline. This article breaks down the practical science and field realities of extruder heater temperature range in uPVC conduit pipe manufacturing, zone by zone, defect by defect, with no fluff.
Understanding the Extruder Heating System in uPVC Conduit Manufacturing
A single-screw extruder used for uPVC conduit pipe manufacturing works through a barrel divided into multiple heating zones. Each zone is fitted with heater bands - ceramic, mica, or cast aluminium depending on the machine design - and individual thermocouples that feed temperature data back to the PID controllers. The die head and adapter have their own separate heater zones as well.
The goal of this entire heating system is deceptively simple: to bring the uPVC compound from a solid granule or powder state into a homogeneous, fully plasticised melt at the right viscosity for pipe formation, without ever crossing the thermal degradation threshold of PVC.
The challenge is that uPVC has a narrow processing window compared to many other thermoplastics. PVC begins degrading and releasing HCl gas at temperatures above 200 to 210 degrees Celsius depending on the stabiliser system used. Yet you need enough heat for full fusion and melt flow. Managing that gap precisely is where experienced plant operators earn their worth.
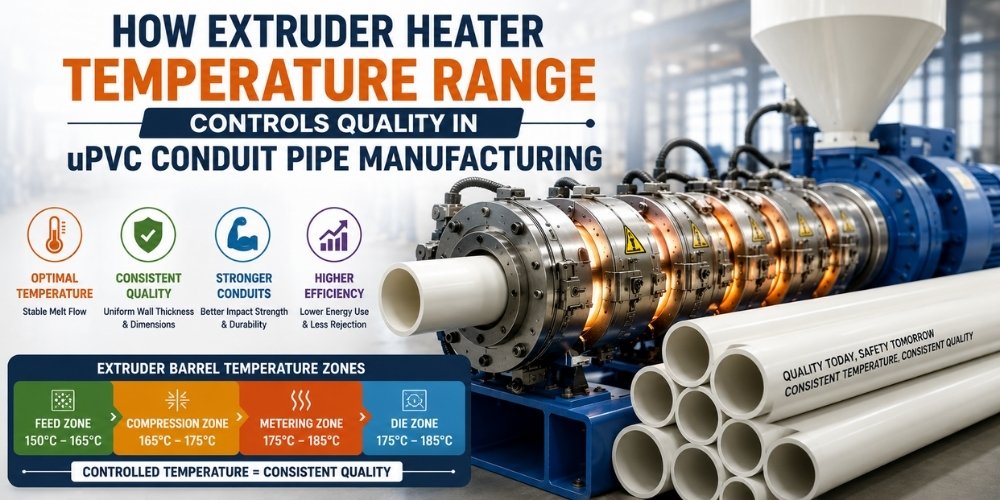
Typical Extruder Temperature Zones and Practical Operating Ranges
Feed Zone Temperature
The feed zone is the first section of the barrel, located just after the hopper. For uPVC conduit compounds, this zone is typically set between 155 to 170 degrees Celsius in most Indian extrusion setups. The primary purpose here is to pre-heat the material and initiate the beginning of softening without creating a premature melt block that can cause bridging at the feed throat.
A common mistake operators make is setting this zone too high during startup or after a batch change with recycled content. Recycled uPVC often has lower bulk density and irregular particle size. When the feed zone temperature is too aggressive with such material, you get uneven feeding, surging, and significant amperage fluctuation on the screw drive motor. It is not a defect you catch immediately - the output looks normal but dimensional instability starts creeping in.
Compression Zone Temperature
The compression zone does the real work of plasticisation. Here, the screw geometry reduces the channel depth progressively, applying mechanical shear and heat simultaneously. Temperature in this zone for uPVC conduit extrusion is typically set between 165 to 185 degrees Celsius, though this varies with screw L/D ratio, screw design, and the specific compound formulation.
This is the zone where incomplete fusion most commonly originates. If compression zone temperatures are set too conservatively, especially during a cold start or under ambient conditions below 20 degrees Celsius (common in North Indian plants during winter), you will see poor melt homogeneity entering the metering zone. The melt arrives with unplasticised PVC particles suspended in the matrix, which later shows up as internal voids, rough inner bore finish, or reduced pipe impact strength.
Metering Zone Temperature
The metering zone controls melt flow consistency and final melt temperature before the die. For uPVC conduit pipes, this zone typically runs between 175 to 195 degrees Celsius. The objective here is a stable, consistent melt pressure and temperature. If this zone fluctuates - even by 8 to 10 degrees - you will see diameter variation, wall thickness inconsistency, and changes in pipe gloss.
One recurring issue seen in plants running at higher screw speeds to meet production targets is that excessive mechanical shear in the metering zone can add 5 to 15 degrees Celsius to the actual melt temperature beyond the set point. Operators monitoring only barrel temperature displays can miss this entirely, which is why measuring actual melt temperature with a melt thermocouple at the die head is a better practice.
Die Head Temperature
The die head is where the melt forms into the pipe profile. Die head temperature for uPVC conduit pipe manufacturing typically sits between 180 to 200 degrees Celsius, and the adapter connecting barrel to die head is usually set 5 to 8 degrees lower to allow a transition zone.
Die temperature affects surface finish, gloss, and outer diameter roundness more directly than any other zone. An under-heated die creates drag, producing longitudinal die lines and dull surfaces. An overheated die causes the melt to lose viscosity, making the pipe susceptible to draw-down inconsistency and outer surface waviness just after the sizing sleeve.
Why Melt Temperature Consistency Matters More Than Individual Zone Settings
Many plant engineers focus heavily on individual zone setpoints but miss the bigger picture - what matters most is melt temperature consistency over time, not just the absolute values.
A uPVC conduit pipe running with a stable melt temperature of 190 degrees Celsius throughout an 8-hour shift will outperform one that averages 190 degrees but swings between 183 and 198 over the same period. The reason is that PVC's rheological behaviour changes non-linearly with temperature. Every 5-degree drop increases melt viscosity significantly, and every 5-degree rise reduces it. Your sizing, vacuum calibration, and haul-off speed are calibrated to a specific viscosity window. Deviations outside that window create dimensional instability, off-spec wall thickness, and non-uniform pipe strength.
For uPVC conduit pipes that will be embedded in concrete slabs or laid underground, wall thickness consistency is directly tied to load-bearing reliability and long-term crack resistance. This is not just a technical specification - it is an installation safety parameter that electrical contractors and EPC project teams depend on.
Overheating in uPVC Conduit Manufacturing: What Actually Happens
Overheating is one of the most damaging and misdiagnosed problems in uPVC pipe extrusion. The thermal degradation of PVC follows a progressive pattern, and each stage leaves a distinct signature in the finished product.
Early overheating signs:
- Slight yellowing of pipe surface, often dismissed as a compound colour variation
- Faint burning smell at the die head, which operators sometimes attribute to die contamination
- Mild discolouration at the inner bore surface
Progressive overheating effects:
- Black specks appearing in the pipe wall - these are carbonised PVC fragments that have degraded beyond recovery
- Brown or amber surface streaks, particularly visible in light grey or white conduit pipes
- Loss of mechanical strength and impact resistance, making the pipe brittle despite appearing normal from the outside
Severe overheating consequences:
- Die buildup of degraded PVC on the die land, which then releases intermittently as black specks and die lines on the pipe
- Significant HCl gas evolution, which is both a health hazard on the shop floor and a warning that the pipe's stabiliser system has been consumed
- Catastrophic loss of tensile strength - pipes that look acceptable but will fail during site installation under impact load
In Indian manufacturing plants, a common scenario observed on high-output lines is that operators increase metering zone temperature to improve output during evening shifts when ambient temperature drops. This compounds with the already-elevated melt temperature from higher screw speed, pushing the actual melt temperature well above the setpoint. The result is subtle degradation that does not register as visible rejection but shows up as reduced mechanical performance under testing.
Underheating Effects: The Other Side of the Problem
Underheating is arguably more common than overheating in plants that are conservative with temperature settings or that do not account properly for seasonal variation. In Indian extrusion plants, summer ambient temperatures of 38 to 42 degrees Celsius in the plant can mask the effect of low barrel temperatures, while the same setpoints in December produce significantly under-plasticised melt.
Typical underheating effects in uPVC conduit manufacturing:
- Poor fusion - PVC particles are not fully plasticised, resulting in weak inter-particle bonding within the pipe wall. The pipe may pass basic visual checks but fails impact tests.
- Rough inner bore surface - unplasticised particles scoring the die land and inner tool leave a rough, streaky finish that increases wire pull friction during cable installation.
- Internal stress concentration - incompletely fused zones create stress risers within the pipe wall. These are invisible to the eye but significantly reduce long-term fatigue life.
- Dimensional instability - higher melt viscosity from under-heating causes inconsistent melt pressure, leading to pipe diameter variation and out-of-round cross-sections.
- Poor impact strength - this is especially problematic for conduit pipes used in electrical wiring systems, where impact resistance during handling and installation is a critical safety parameter.
Surface Finish: The Visual Language of Temperature Errors
The outer surface of a uPVC conduit pipe is often the first place temperature problems reveal themselves. Experienced quality inspectors on the line can read a pipe surface the way a doctor reads symptoms.
Temperature-related surface defects and their causes:
- Die lines - longitudinal scratches running the pipe length. Usually caused by carbonised material lodged in die land gaps, typically a sign of localised overheating or poor die temperature control.
- Flow marks or wave patterns - caused by alternating viscosity at the die exit, often linked to melt temperature fluctuation between barrel zones.
- Dull or matte surface - typically linked to low die temperature or low melt temperature, where the pipe surface does not fully smooth out in the sizing sleeve.
- Drag marks - rough patches caused by poor die temperature coordination with vacuum sizing water temperature. Often seen when plant cooling water temperature is significantly lower than normal and die temperature is not adjusted to compensate.
- Uneven gloss - patches of high and low gloss along the pipe length, almost always caused by cyclic melt temperature variation driven by heater band faults or thermocouple drift.
A well-manufactured uPVC conduit pipe should have a consistently smooth, semi-gloss outer surface with no visible die lines, waviness, or discolouration. This is not just aesthetic - it indicates a fully plasticised, homogeneously fused pipe wall with the mechanical properties it is designed to deliver.
Energy Efficiency vs Product Quality in Extrusion Heating
Running heater bands at optimal temperatures is not just a quality issue - it is a direct operating cost factor. Heater bands that are set too high to compensate for poor PID tuning or ageing thermocouples consume significantly more electrical power than a well-calibrated system running at correct setpoints.
In a 75mm uPVC conduit extrusion line running 22 hours per day, the total installed heater load across all barrel zones and die head is typically between 8 to 15 kW depending on machine size. Even a 10% overconsumption in heater power across a year adds meaningful cost to production, particularly with India's industrial power tariffs.
More importantly, overconsumption is often a symptom of something wrong - a heater band not delivering full power due to element failure, forcing the PID controller to overshoot in adjacent zones; a thermocouple giving false low readings; or a screw with excessive wear generating less mechanical shear, requiring higher barrel temperatures to compensate.
The right approach is to use temperature as a diagnostic tool, not just a control parameter. When energy consumption on the heater circuit changes without any recipe modification, it is telling you something about your machine's health.
Common Temperature Control Mistakes in uPVC Extrusion Plants
These are not theoretical errors. These are the mistakes that show up repeatedly during production audits and quality investigations.
1. Heater band failures going undetected - A single dead heater band can reduce effective heating in a zone by 30 to 50%, forcing PID controllers in adjacent zones to overcompensate. The setpoint shows normal, but the actual temperature profile across the barrel is distorted.
2. Thermocouple drift and calibration neglect - Thermocouples age and drift, sometimes reading 8 to 12 degrees above or below actual temperature. In plants where thermocouples are never validated against a reference instrument, operators are essentially flying blind. This is particularly problematic in Indian plants running three-shift operations where maintenance windows are limited.
3. Excessive screw speed compensating for temperature errors - When the melt is under-fused due to low temperatures, operators often increase screw speed to push more material and "force" plasticisation. Higher screw speed actually increases mechanical shear heat in the metering zone, potentially creating a localised overheating problem while the feed zone remains cold. This results in non-uniform melt properties and pipes with variable mechanical performance.
4. Poor startup temperature management - Many plants bring the extruder barrel to setpoint and start the screw almost immediately. The correct practice is to soak at setpoint for 15 to 20 minutes minimum before screw start to allow the barrel wall and screw to reach thermal equilibrium. Premature starts result in the first 20 to 30 minutes of production having inconsistent pipe quality.
5. Ignoring melt temperature in favour of barrel display values - Barrel setpoint temperature is not the same as actual melt temperature. Shear heat from the screw, ambient conditions, and material thermal properties all affect the actual melt temperature. Plants that do not periodically check actual melt temperature at the die head are not truly controlling their process.
6. No compensation for material batch variation - Different batches of uPVC compound from the same supplier can have marginally different stabiliser loadings, particle size distributions, or moisture content. Each of these affects the optimal temperature profile. Experienced production engineers keep batch-to-batch temperature logs and make small adjustments when material batches change.
Best Practices for Stable Extrusion Temperature Performance
The following are practices used in quality-focused uPVC conduit pipe manufacturing operations to maintain process stability.
Regular thermocouple calibration - validate thermocouples against a calibrated reference probe at least once a quarter, more frequently on high-utilisation lines. Replace any thermocouple showing drift beyond +/- 3 degrees Celsius.
Heater band inspection schedule - check heater band current draw periodically using a clamp meter. A healthy heater band draws current within specification. A partially failed element draws less. Document baseline readings for every zone and compare against them monthly.
PID controller tuning - auto-tuning features on modern PID controllers are useful but should be followed by manual fine-tuning. A well-tuned PID controller maintains setpoint within +/- 2 degrees Celsius under normal production conditions. Oscillating temperature displays indicate a poorly tuned controller.
Soak time discipline during startup - enforce a minimum 15-minute soak time after reaching setpoints before starting the screw. Record soak start and screw start times in the shift log.
Melt temperature spot checks - use a portable infrared or contact melt thermocouple to check actual melt temperature at the die head at least once per shift. Compare with barrel display values and adjust setpoints if the deviation exceeds 5 degrees Celsius.
Material moisture management - uPVC compound moisture content affects plasticisation behaviour. Store compound in dry conditions and follow supplier recommendations on pre-drying if material has been exposed to humidity. This is particularly relevant during India's monsoon season when plant humidity levels can significantly affect material condition.
Temperature profile documentation - maintain a shift-wise temperature log including all zone setpoints, actual readings, melt temperature, and any adjustments made. These logs are invaluable for diagnosing recurring quality issues and for setting up new batches of material.
Why Temperature Control Is the Foundation of High-Quality uPVC Conduit Manufacturing
The end user of a uPVC conduit pipe - whether an electrical contractor routing cables through a commercial building, an infrastructure developer laying underground conduit for a road project, or an EPC team installing conduit in an industrial facility - never directly sees the extruder temperature logs. But they feel the result every time they install a pipe.
A pipe made with consistent, well-controlled extrusion temperature:
- Cuts cleanly without splintering or delaminating
- Accepts solvent cement fittings with proper bore geometry
- Withstands impact during site handling without cracking
- Resists crushing loads when embedded in concrete
- Maintains electrical insulation integrity over decades of service
A pipe made with temperature instability may look acceptable on the surface but carries internal weaknesses that show up under real-world installation and service conditions.
This is why the quality-focused manufacturing practices at Trity Pipes are built around process discipline rather than output volume alone. Extrusion temperature monitoring and control is a non-negotiable part of production management, not just a recommended best practice.
Conclusion
Extruder heater temperature range is not a single number - it is a carefully managed set of values across feed, compression, metering, and die zones, each serving a specific function in transforming raw uPVC compound into a finished pipe with the mechanical and dimensional properties that end users depend on. The difference between a well-manufactured conduit pipe and a problematic one often comes down to a 10-degree difference in the wrong zone, an ageing thermocouple that nobody checked, or a startup procedure that was skipped under production pressure.
Understanding these variables in depth is what separates a technically reliable uPVC conduit pipe manufacturer from one that is simply running volume.
If you are a builder, electrical contractor, infrastructure developer, or EPC procurement team looking for uPVC conduit pipes manufactured with consistent extrusion process control and quality-focused production standards, Trity Pipes Private Limited is equipped to support your project requirements across all scales of demand.
Explore our full range of uPVC electrical conduit pipes and fittings, learn more about our CPVC pipe solutions, or reach out to our team directly at www.tritypipes.com to discuss product specifications, bulk supply, and technical requirements for your next project.
Frequently Asked Questions
Q1. What is the ideal extruder heater temperature range for uPVC conduit pipe manufacturing?
The typical operating range varies by zone: feed zone at 155 to 170 degrees Celsius, compression zone at 165 to 185 degrees Celsius, metering zone at 175 to 195 degrees Celsius, and die head at 180 to 200 degrees Celsius. These are standard reference ranges and the actual optimal settings depend on machine design, screw geometry, compound formulation, and production speed.
Q2. What happens if uPVC is processed at too high a temperature?
PVC begins thermally degrading above approximately 200 to 210 degrees Celsius depending on the stabiliser system. Overheating in uPVC conduit extrusion causes discolouration, yellowing, black specks from carbonised material, die buildup, loss of mechanical strength, and in severe cases, emission of HCl gas on the production floor. Pipes may appear acceptable visually but carry significantly reduced impact and tensile strength.
Q3. How does underheating affect uPVC conduit pipe quality?
Underheating results in poor plasticisation and incomplete PVC particle fusion. This produces pipes with rough bore surface finish, internal stress concentrations, poor impact strength, dimensional instability, and weak pipe structure. Underheating is particularly problematic in Indian plants during winter months when ambient temperature drops affect barrel heat-up behaviour.
Q4. Why does the barrel setpoint temperature differ from the actual melt temperature?
Barrel setpoints control the temperature of the barrel wall, but the actual melt temperature is influenced by multiple additional factors including mechanical shear heat generated by the screw, ambient plant temperature, material thermal properties, and screw speed. At higher screw speeds, shear-generated heat can push actual melt temperature 5 to 15 degrees Celsius above the barrel display values. Always check melt temperature directly at the die head for accurate process control.
Q5. What causes black specks in uPVC conduit pipes during extrusion?
Black specks are almost always caused by localised overheating leading to PVC carbonisation, often in areas of dead flow in the barrel, adapter, or die head. Stagnant melt sitting in poorly streamlined flow paths degrades progressively and releases as black specks into the main flow. Die head cleaning, ensuring proper streamlined die design, and maintaining correct temperature profiles in the die zone are the primary corrective actions.
Q6. How often should heater bands and thermocouples be checked in a uPVC extrusion plant?
Heater band current draw should be checked monthly using a clamp meter, with any deviation from baseline current documented and investigated. Thermocouple calibration should be validated quarterly against a reference instrument. In plants running three shifts, these checks are best integrated into a preventive maintenance schedule tied to shift change procedures.
Q7. Does extrusion temperature affect the surface finish of uPVC conduit pipes?
Yes, significantly. Die head temperature directly controls surface gloss and smoothness. Low die temperature produces dull, rough surfaces with possible drag marks. High die temperature causes loss of melt viscosity, leading to waviness and dimensional inconsistency post-die. Melt temperature variation across the metering zone shows up as alternating gloss patches and flow lines on the outer pipe surface.
Q8. What energy efficiency benefits come from proper extrusion temperature management?
A correctly calibrated extrusion heating system with well-tuned PID controllers and functional heater bands operates at lower power consumption than a poorly maintained system compensating for faulty components. For a typical uPVC conduit extrusion line running at 8 to 15 kW installed heater load, proper temperature management can reduce energy waste by 8 to 12% over a production year - a meaningful cost saving at Indian industrial power tariffs, while also reducing thermal stress on the machine and improving product consistency.